Project Description
MB8 CNC Servo Press Brake – DA56S (4+1 Axis)


Main Features:
Brand-new industry design combined with modern aesthetic concept, high-quality production technology, simple appearance.
Latest high-frequency responding hydraulic control technology, faster, more efficient and accurate.
Heat treatment of the rack, rigidity optimization verification on entire machine and the application of hydraulic compensation structure jointly ensure the bending precision of MB8 series Press Brakes.
Optimal ratio of parameters and top-level core configuration ensure stable performance, and easy operation.
MB8 standard 2 shafts back gauge system, as to complex shape work pieces ,4 or 5 shafts back gauge system and corresponding dies are available for your option.
Press Brake using fully closed-loop electro-hydraulic servo control technology, slider position signals can be feedback to NC system by bilateral gratings, then NC system adjusts the amount of fuel tank by changing the synchronous valve opening size, hereby controlling the slider(Y1,Y2)running on the same frequency, maintaining the parallel state of the worktable.
According to state of sheet metal on the Press Brake, CNC system can automatically control the table deflection compensation yielding uniform length of all workpiece angles.
The use of hydraulic deflection compensation gives access to uniform full length workpieces . Hydraulic deflection compensation consists of a set of oil cylinders under the worktable, which can make the table occurs relative movement and form an ideal convex curve, ensuring the relative position relations with slider keep unchanged. Compensation values are subject to plate thickness and properties of material to be cut.
Main Configuration
Adopting Holland DELEM DA56S CNC controller
Grating ruler controls depth Y1 and Y2 axis(y1/y2-axis 0.01mm)
Servo motor drive and control X- axis and Y-axis ( X,Y-axes 0.01mm ), back stopper can be easily moved along the cylindrical guide rail.
HIWIN ball screw and linear guide rail accuracy of 0.01mm
Front carrier can be adjusted along the linear guide in the worktable direction
Germany Rexroth closed-loop electro-hydraulic servo synchronously controls the system
Germany EMB oil tube connector
Germany Siemens main motor
France Schneider electrics
Hydraulic & electrical overload protection
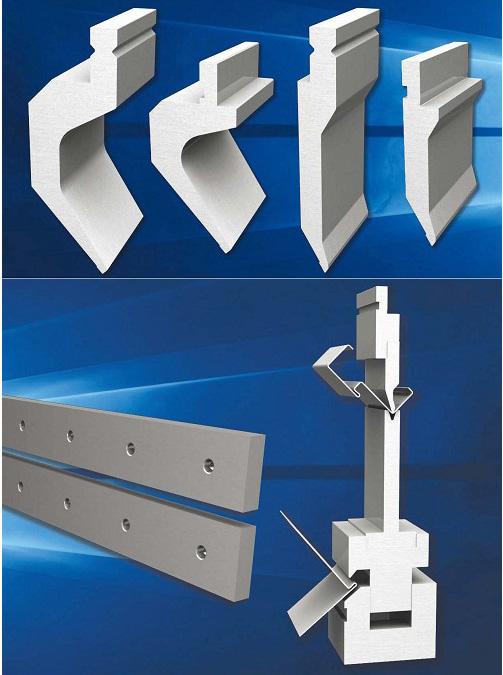
Upper are mechanical fast pinching dies. Lower are double-V quick changing dies
Easy installing, NO need any professional electrician skills
Just fix the screws on the ground and connect to power supply
Safety Standard
EN 12622:2009 + A1:2013 2.EN ISO 12100:2010 3.EN 60204-1:2006+A1:2009
Front Finger protection ( safety light curtain )
South Korea KACON pedal switch ( safety grade 4 )
Back metal safeguard, CE standard
Safety relay monitor pedal switch, safety protection
Safety standard ( 2006/42/EC)
Holland Delem DA56S Controller:
10″broadband TFT color display, LCD backlighting
Standard configuration Y1-Y2-X axes, R axis can be served as Z or X2 axis as well
500MHZ processor, memory capacity of 256M
Die library, 30 upper dies, 60 lower dies
USB memory interface, RS-232 joint, internet (100Mb / 10Mb ) interface, power-off memory, integrated valve amplifier
Real-time Windows operating platform to ensure the stability of the operation, support instant shutdown
2-D graphic programming, determining bending procedure, calculating rolled-out length, automatically calculating bending procedure
Automatically calculate workbench deflection compensation value
Advanced Y axis control algorithm, control closed-loop or open-loop valve
Online operation analysis tool, diagnostic dashboard, and angle calibration database
Technical Paremeter

Ask us for price and solutions today!
Your inquiry will be replied within 24 hours, and we respect your privacy.
HTML Forms powered by Wufoo.



{kind=link}
{kind=link}